

Deep and narrow folds
It is easy to fold creased paperboard. Without creasing, the surface layers will crack and/or the fold line will be undefined. During the creasing operation the paperboard is weakened along well defined folding lines, which then act as hinges for the folding. To achieve accurate folding with low folding resistance the crease should be deep and narrow – the deeper and narrower, the better. Very thick paperboard requires more than one crease or must be scored before folding.
The multi-layered construction of the paperboard guarantees deep and narrow folds that can withstand frequent opening and closing without cracking.
Optimal creasing
Multi-ply paperboard makes it possible to achieve optimal creasing. Ideally, the paperboard should delaminate into a finite number of thin, unbroken layers throughout the thickness of the paperboard. In this way you obtain distinct and durable folds, which contribute to good function and an attractive appearance.

This is the proper way to fold – don’t turn the crease inside-out, as sometimes happens. The folding should always be done towards the bead.
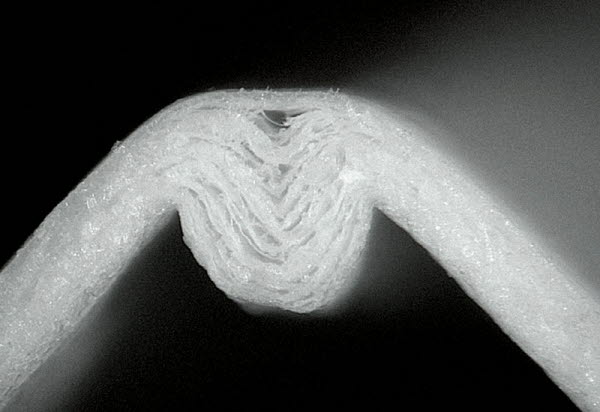
Optimal creasing is achieved when the multi-ply paperboard is delaminated into as many thin undamaged layers as possible along a well defined fold line.
The creasing operation
Perfectly creased.
To form the crease, a thin strip of steel with a round, smooth edge (the creasing rule) pushes the paperboard into an accurately cut groove in a thin and hard material (known as the make-ready, matrix or counter-die). The width and depth of the crease are defined by the creasing tool geometry and the paperboard’s ability to adapt to the tool. In bookbinding, creasing of the covers is often integrated in the binding machine. In this case the flatbed method described above cannot be used. The creasing is instead carried out using a steel wheel and a counterpart.
Creasability
What is creasability?
Creasability can be explained as follows:
- The paperboard’s ability to permit deep and narrow creases. If the crease is too shallow or wide, the folding operation is difficult to perform. In contrast, it is very easy to fold paperboard with deep and narrow creases.
- The paperboard’s ability to adapt to the shape of the creasing rule and retain the desired geometry of the crease. Accuracy and precision in crease shape and location are important.
- The paperboard’s ability to “forgive”. A forgiving paperboard is less sensitive to variations in the creasing conditions (for example due to the tools becoming blunt) and is therefore more reliable in converting machines.
Ply construction
The creasing operation and settings should be carefully matched to the paperboard. The multi-ply construction of different paperboard products results in different characteristics. Your demands for optimising other paperboard features such as stiffness or strength will affect the creasing and folding performance in different ways. A strong paperboard such as an SBB will cater for deep and narrow creases despite being slightly resilient during the creasing operation. A stiff paperboard such as an FBB is easier to crease but will not allow the same fine crease dimensions as an SBB and this in turn affects the folding properties.